

אין די לעצטע טאָג, עטלעכע קאַסטאַמערז זענען צעמישט ווי צו בויען די ברעווערי, און וואָס איז דער ברעווערי בנין פּראָצעס און פּראָצעדור, איצט לאָזן אונדז זאָגן איר ווי צו בויען עס.
טייל 1: וואָס מיר וועלן טאָן פֿאַר ברעווערי בנין?
פּראָיעקט פּערפאָרמאַנסע פּראַסעסינג
באַשטעטיקן די ברוינג בעטן
ערשטער, מיר וועלן באַשטעטיקן מער דעטאַילס וועגן דיין ברעווערי, אַזאַ ווי ביר טיפּ, ברעווערי באַטשאַז פּער טאָג אָדער צייט, ביר פּלאַטאָ, פערמאַנטיישאַן צייַט, ברעווערי הייך, און עטק.
ווייַטער מיר וועלן פאָרשלאָגן איר לויט דיין באַשטעטיקונג און דעטאַילס.מיר וועלן אונטערשרייבן אַ קאָנטראַקט נאָך ביידע שטימען מיט די קוואַפּעריישאַן טערמינען און ווידער באַשטעטיקן דעם פאָרשלאָג, פּרייַז, אויסלייג, ברוינג פּראָצעס איידער טערמינען.
1.3 צוגרייטונג אַרבעט איידער פּראָדוקציע
שייַעך-טשעק אַלע פאָרשלאָג, אויסלייג, פלאָווטשאַרט און שייַעך-באַשטעטיקן די דעטאַילס פון ברעווערי ויסריכט.
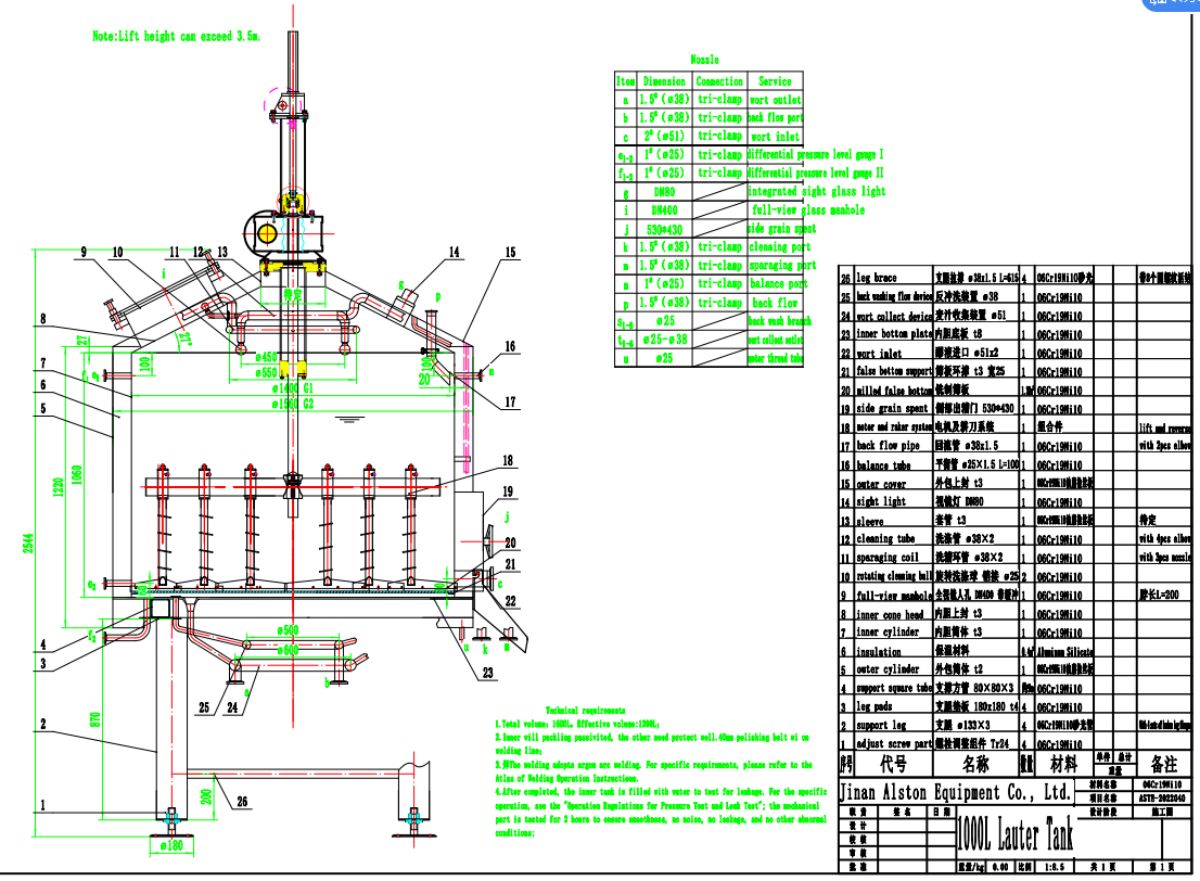
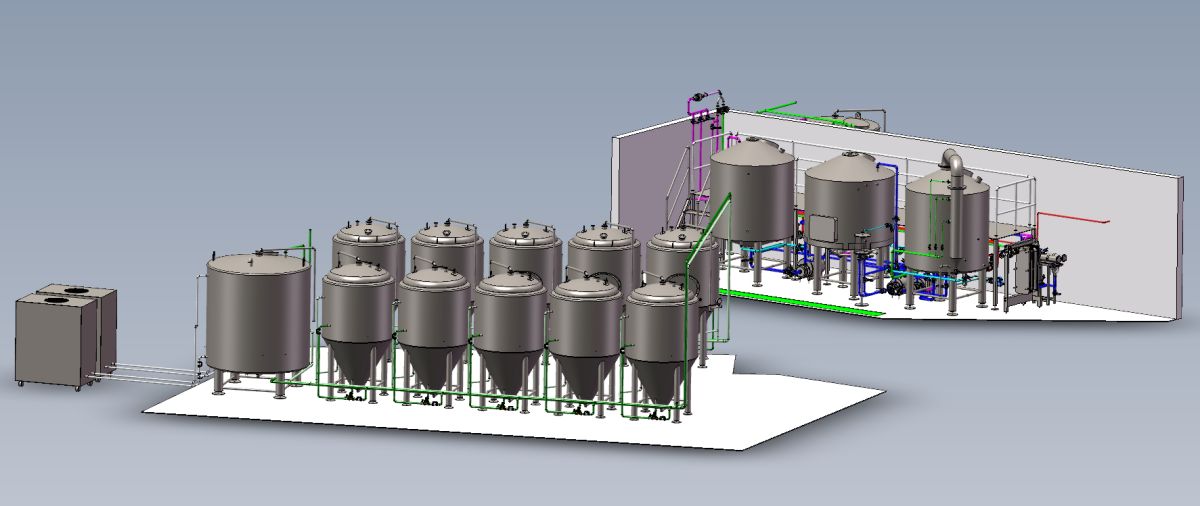
און די טאַנק צייכענונג און 3 ד ברעווערי מאָדעל וועט זיין געמאכט און לאָזן איר באַשטעטיקן, איר וועט זען ווי דיין ברוינג קוקט ווי.
1.4 ראַמאַטעריאַל פּריפּערינג
ראַמאַטעריאַל בוקינג: מיר וועלן בוך די רוי מאַטעריאַל און שיסל קאָפּ ערשטער לויט די באשטעטיקט טאַנק ס צייכענונג, און אנדערע אַקסעסעריז וועט בוקינג, ווי מאָטאָר, פּאָמפּע, טשילערז, ווייַל די זאכן דאַרפֿן UL סערטאַפייד, וואָס נעמט מער צייט.
ווען דער מאַטעריאַל האט ריטשט אונדזער פאַבריק און גרייט צו פּראָדוקציע, מיר וועלן שיקן איר אונדזער מאַטעריאַל בלאַט, און איר וועט זען די ינגרידיאַנט, גרעב, נאָרמאַל און אאז"ו ו.
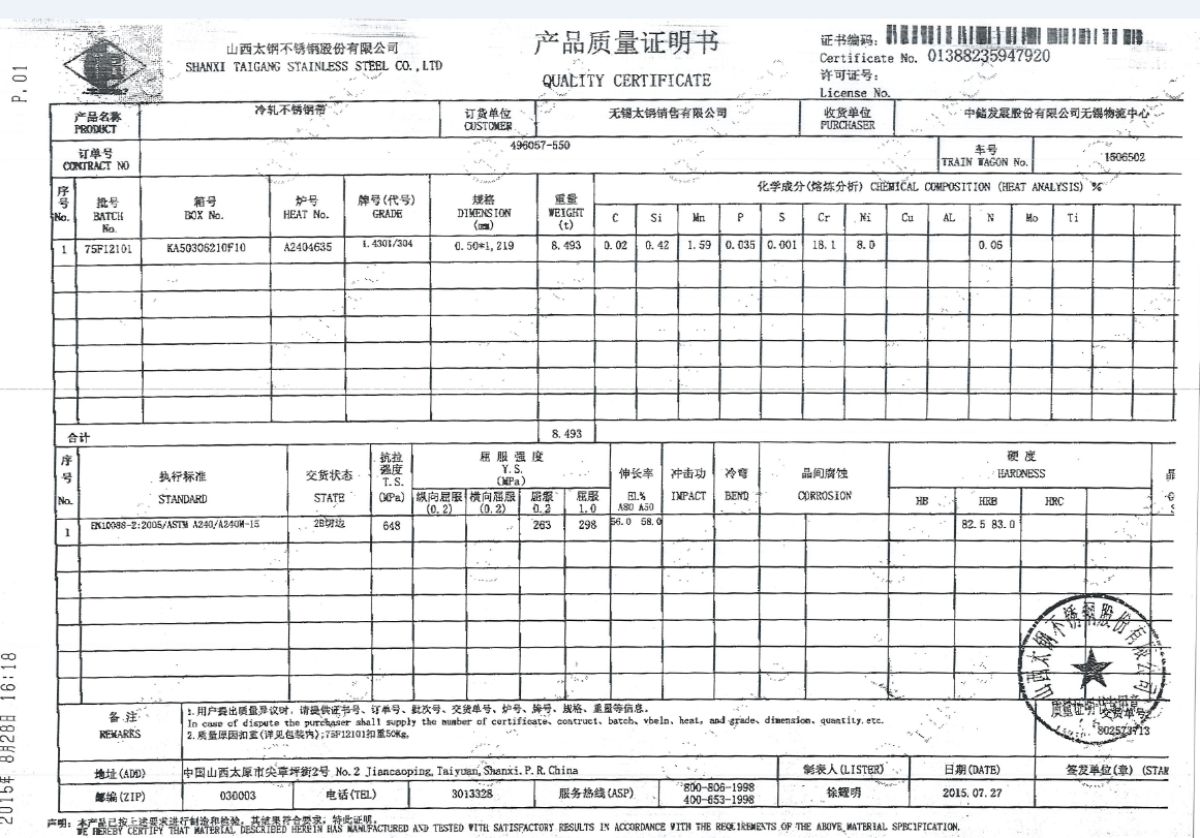
(SS טעלער קוואַליטעט סערטאַפאַקיישאַן פֿאַר רעפֿערענץ.)
1.5 אָנהייב צו פּראָדוקציע
-מאַטעריאַל קאַטינג: לאַזער קאַטינג, פּינטלעך קאַטינג, פלאַך ברעג אָן בוררס.
-בלאַט מעטאַל: באַהאַנדלונג פון פּלאַטעס און אנדערע פּראַסעסאַז אין לויט מיט פּראָדוקציע.
-אַסעמבלי: וועלדינג די שישקע און צילינדער צוזאַמען, דיפּלי קאָאָלינג רעקל, לעגס און אנדערע.
וועלדינג אַדאַפּט טיג וועלדינג וועג, וואָס האט בעסער לופט טייטנאַס און קענען רעדוצירן די פּאָראָסיטי פון די וועלד בעשאַס די וועלדינג פון די דרוק שיף.
- פּאַלישינג: ינערלעך ייבערפלאַך וועט זיין באהאנדלט מיט מאַשינערי פּאַלישינג, און וועלדינג שורה פּאַלישט צו אַ גאַרטל פֿאַר אַ בעסער מיינונג.נאָך דעם, דער טאַנק ינערלעך וועט באַהאַנדלונג מיט פּאַקינג פּאַסיוויטי, ינערלעך ייבערפלאַך ראַפנאַס איז 0.4ום.
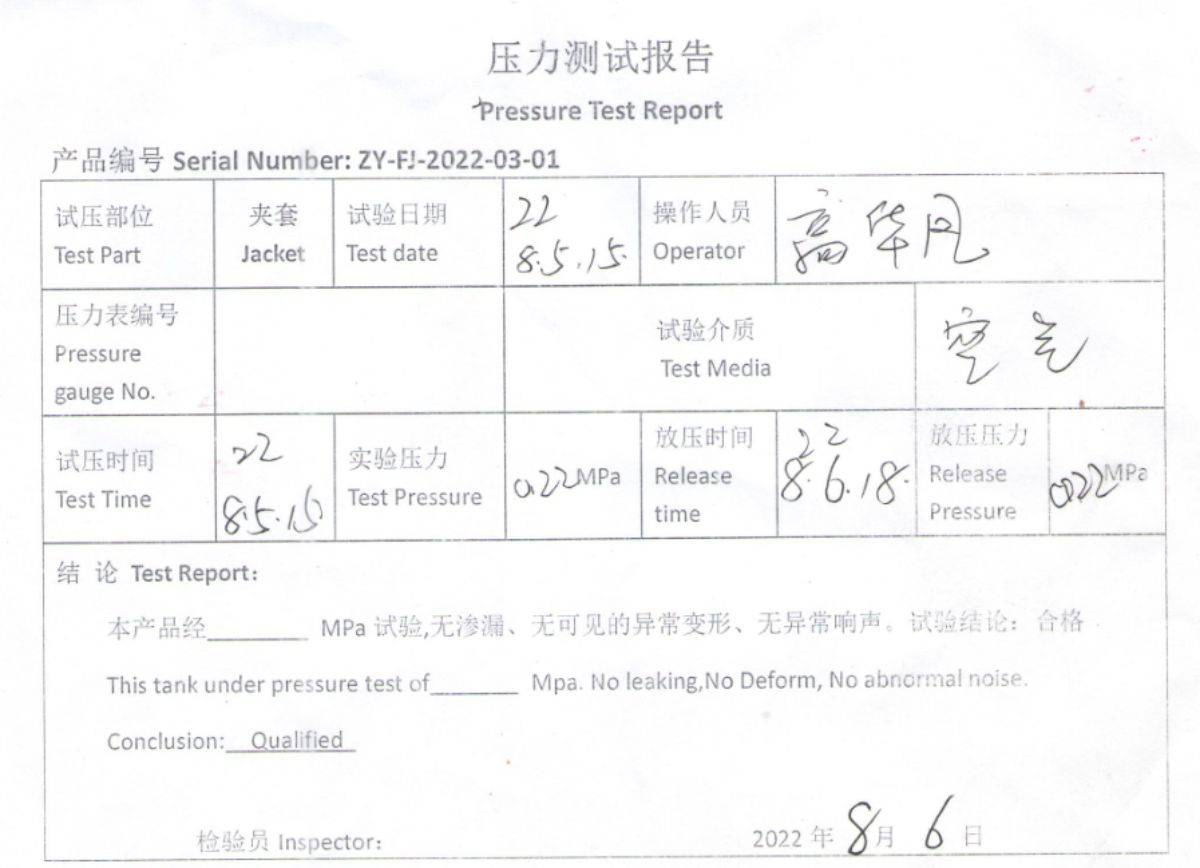
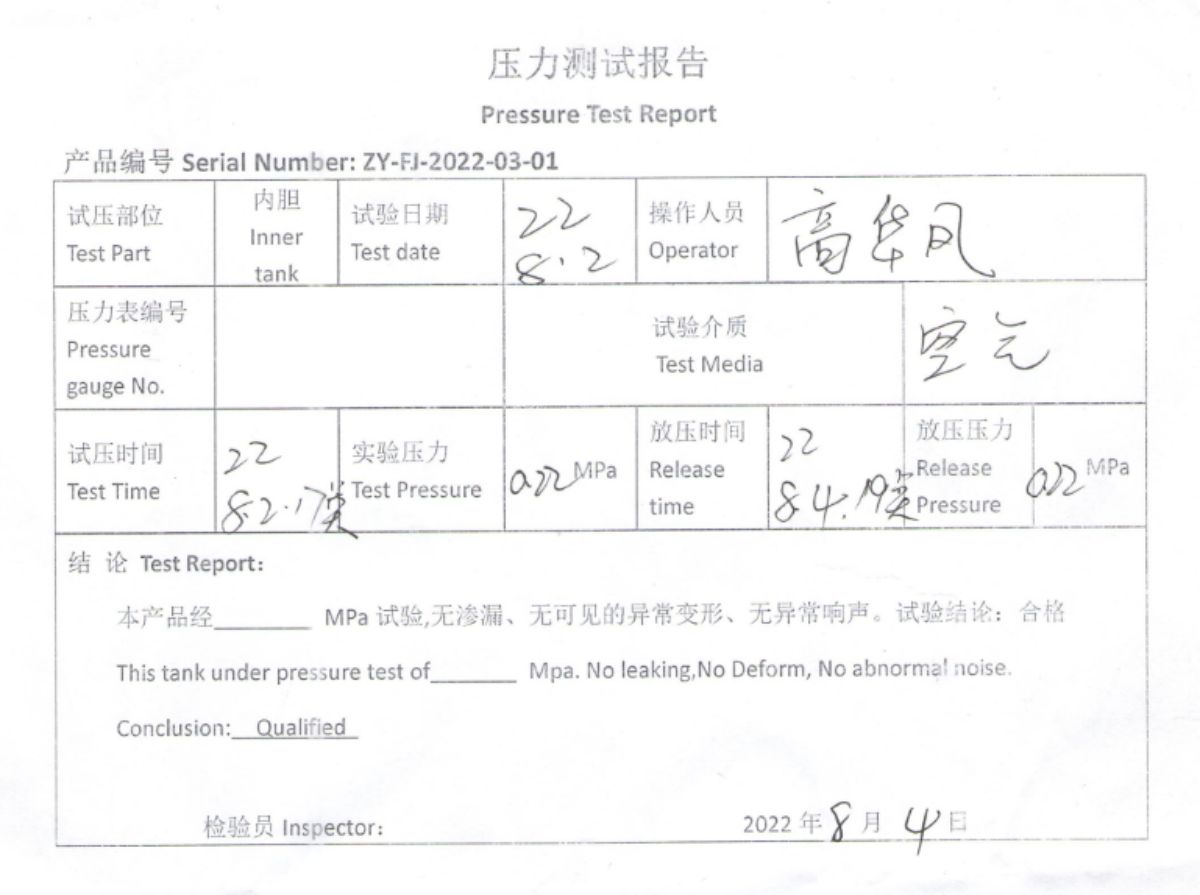
-דרוק טעסטינג: נאָך געענדיקט, די צילינדער און די רעקל זענען הידראַוליק טעסטעד.די פּראָבע דרוק פון די ינער טאַנק איז 0.2-0.25מפּאַ, און די פּרובירן דרוק פון די גרובלע רעקל איז 0.2מפּאַ.
-פּראָדוקציע ינספּעקטינג: עס וועט זיין אָפּגעשטעלט נאָך דורכגעקאָכט יעדער פּראָצעס, און עס איז פּראַסעס סערקיאַליישאַן קאָרט פֿאַר ווייַטער פּראָצעס.נאָך פאַרענדיקן די טאַנגקס, אונדזער ינספּעקטאָר וועט קאָנטראָלירן די דעטאַילס לעסאָף און מיטטיילן אונדזער פֿאַרזאַמלונג וואַרשטאַט צו מאַך פֿאַר די ווייַטער שריט.
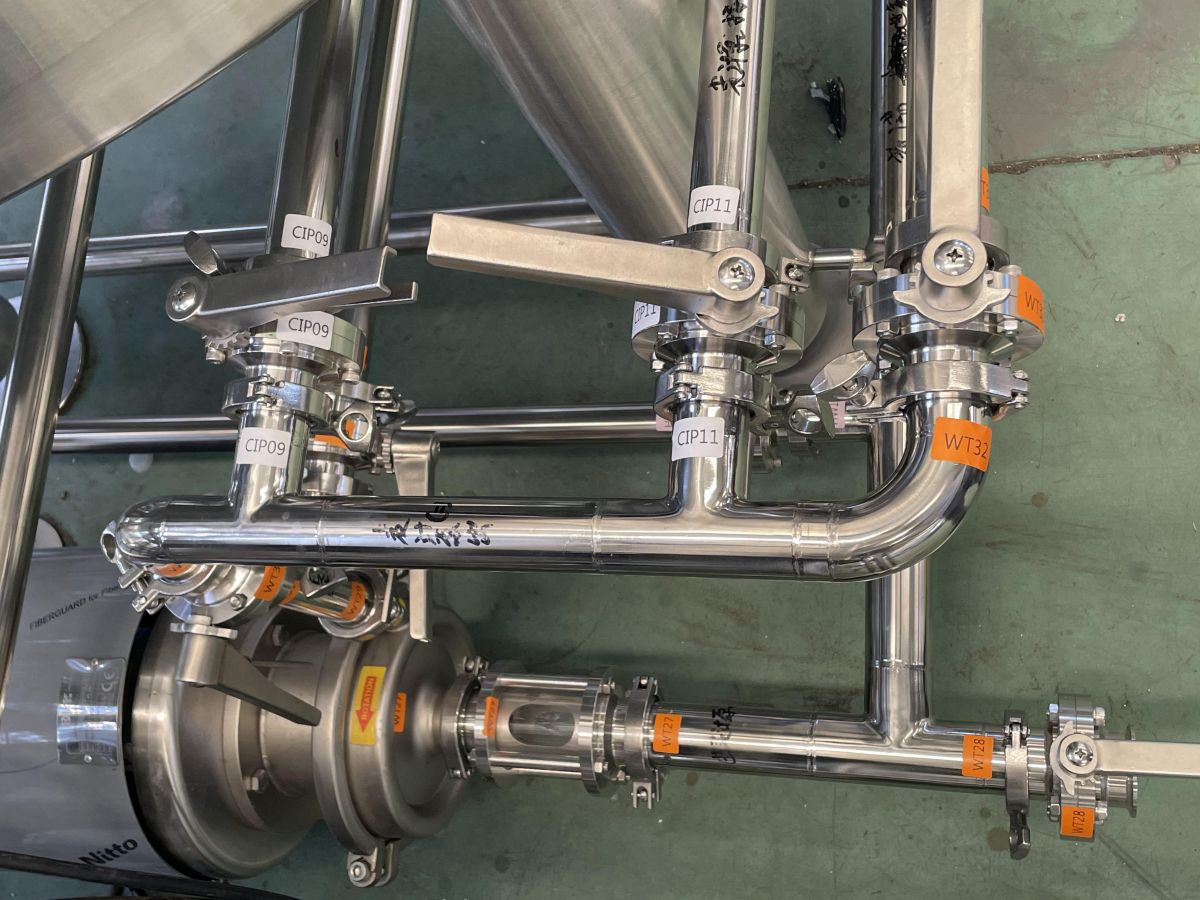
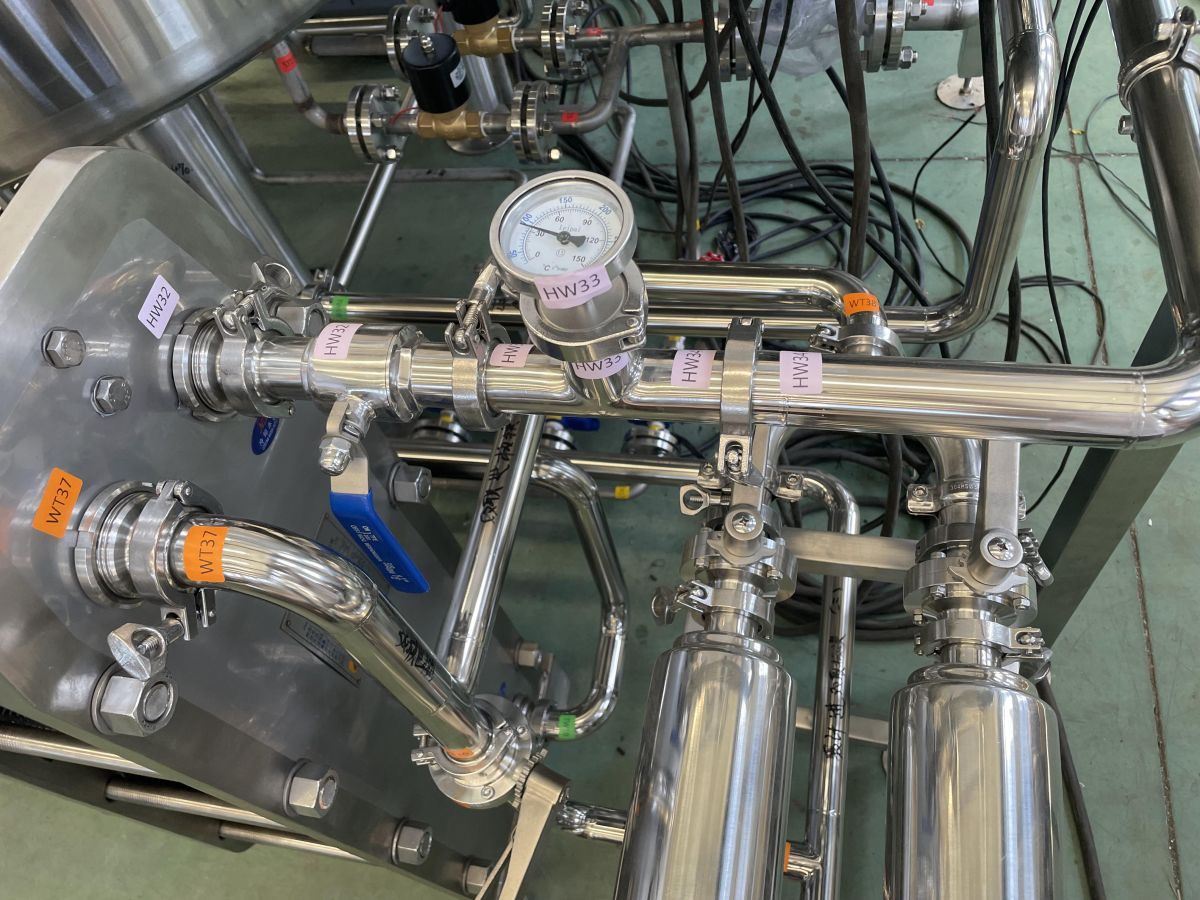
- רערנ - ליניע אַסעמבלי: ברעווהאָוסע רערנ - ליניע וועט פאַרבינדן לויט צו ברוינג פלאָווטשאַרט און מיר וועלן באַטראַכטן די רערנ - ליניע אויב קאַנוויניטיד ווען ברוינג, און גלייקאָל רערנ - ליניע ווי געזונט לויט צו אויסלייג.
-דיבאַגינג: מיר וועלן פאַרבינדן די וואַסער און עלעקטריק צו מאַכן די ברעווערי פליסנדיק אין אונדזער פאַבריק.
דאָ עס איז דיבאַגינג ווידעא וואָס מיר האָבן געטאן פריער צו טעסטינג אונדזער סיסטעם.ביטע טשעק עס:https://www.youtube.com/watch?v=wCud-bPueu0
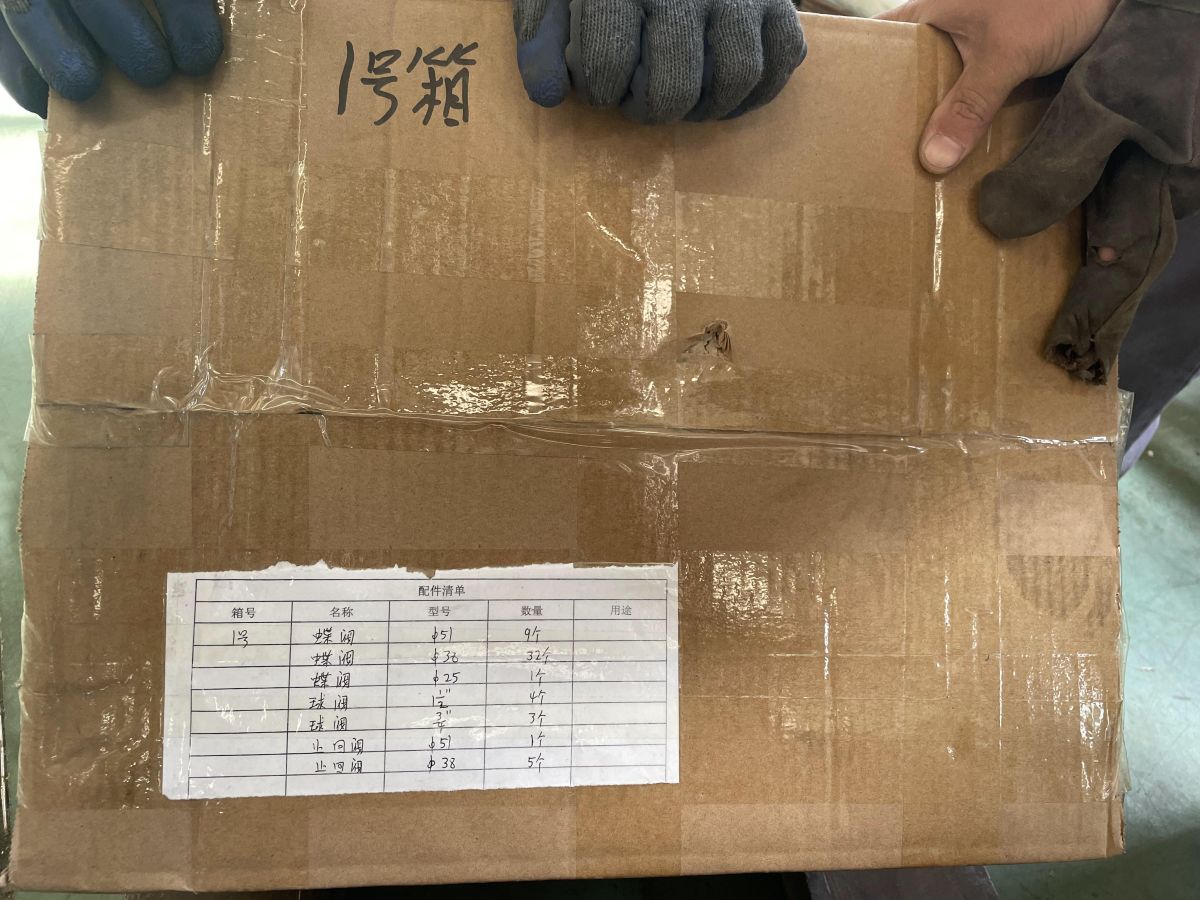
-פּאַקקאַגע: נאָך די דיבאַגינג פאַרטיק, מיר וועלן שטעקן די לאַבעלס אויף יעדער קשר און פּייפּס פֿאַר גרינג ינסטאַלירונג אין פּלאַץ.און וועט פּאַקט עס מיט בלאָז פילם און אַנטי-צושטויסן שטאָף, עטק.
אַלע וואַלווז און פיטינגז וועט זיין אלנגעוויקלט מיט פּלאַסטיק ייַנוויקלען און דער טאַנק וועט זיין פּאַקידזשד אָדערגעשטיצט לויט צו ויסריכט ויסמעסטונג און קאַנטיינער גרייס.




-לאָודינג און עקספּרעס: די ויסריכט וועט זיין לאָודיד נאָך מיר באשטעטיקט די שיפּינג טאָג און לאָודינג.כל פּעקל וועט זיין דיטיילד צייכן וואָס ס די אַקסעסעריז ין און שיקן אונדזער קליענט נאָך עקספּרעס.

טייל 2: וואָס מיר וועלן טאָן פֿאַר ברעווערי דיזיינינג?
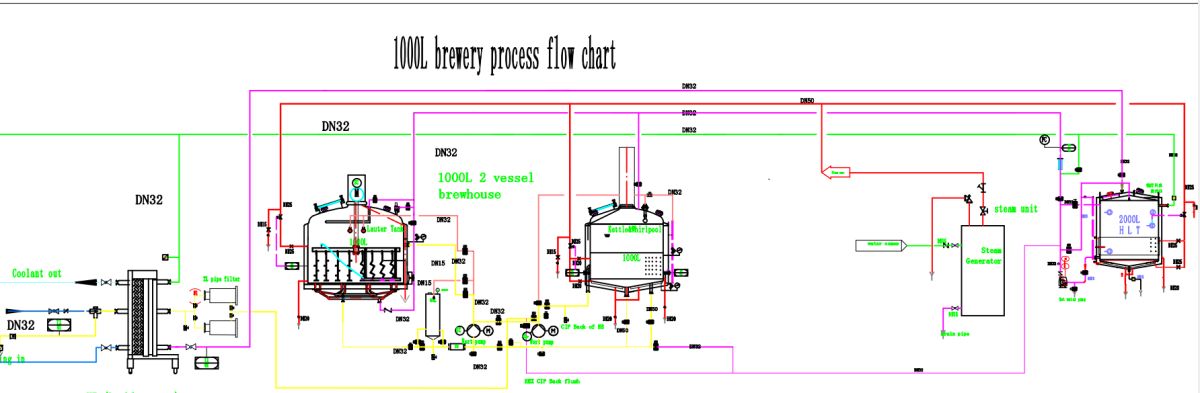
2.1 ברעווהאָוסע: העכסט מאַטשט מיט דיין ברוינג בעטן.
ברעווהאָוסע טייל איז די מערסט וויכטיק טייל אין גאַנץ ברעווערי, וואָס איז גלייַך שייַכות מיט די וואָרט און ביר קוואַליטעט.ברעווהאָוסע פּלאַן מוזן נאָכגיין פּונקט דיין ברוינג רעצעפּט, למשל די דורכשניטלעך ביר ערלעכקייט / פּלאַטאָ.מאַכן זיכער אַז די מאַש אָדער לאַוטערינג פּראָצעס קענען זיין פאַרטיק אין אַ גלייַך צייט.
לאַוטער טאַנק: פֿאַר בייַשפּיל 1000 ל ברעווערי, דער דיאַמעטער פון לאַוטער טאַנק איז 1400 מם, ווען די וואָרט איז 13.5 דיגריז, די מאַלץ פידינג סומע איז 220 קג, די עקוויפּמענט ניצן עפעקטיווקייַט איז פֿאַר 75%, און די גרעב פון די קערל שיכטע איז 290 מם;ווען די וואָרט איז 16 פּלאַטאָ, די פידינג סומע איז 260 קג, די טאַנק באַנד איז 80% און די גרעב פון די קערל בעט איז 340 מם.אַז ס צו ענשור די גרעב פון די פילטער שיכטע טרעפן די ברוינג רעקווירעמענץ, טוט נישט ווירקן די פילטריישאַן גיכקייַט און ינשורז די פּראָדוקציע עפעקטיווקייַט.לעצט צו ימפּרוווז די רעזולטאַט פּער אַפּאַראַט צייַט דורך ראַדוסאַז די פילטריישאַן צייט.
בוילינג קעסל: די קעסל באַנד פּלאַן איז באזירט אויף די 1360 ל וואָרט איידער בוילינג, און די נוצן באַנד איז 65%.ווייַל פון די וואָרט קאָנסעטראַטיאָן איז קאָרעוו העכער אין אַמעריקע, די פאָרעם וועט פיל שעפעדיק ווען בוילינג.אין סדר צו פאַרמייַדן פּינע אָוווערפלאָוינג פון די קעסל בעשאַס די בוילינג פּראָצעס, מיר נוצן די געצווונגען סערקיאַליישאַן פונקציע צו פֿאַרבעסערן די יוואַפּעריישאַן קורס צו ענשור אַז די יוואַפּעריישאַן קורס איז 8-10% און פֿאַרבעסערן די בוילינג ינטענסיטי.א געצווונגען סערקיאַליישאַן מיט קעסל העלפּס פאַרגרעסערן די יוואַפּעריישאַן, און די DMS סיטואַציע און די אינהאַלט אין 30 פּפּם, דאָס וועט רעדוצירן די היץ לאָודינג און ינשורינג די פעסטקייַט פון די וואָרט טשראָמאַ און ויסמיידן די וואָרט מאַילאַרד אָפּרוף.
2.2 נידעריקער ענערגיע קאַנסאַמשאַן אין ברעווערי
קאַנדענסער סיסטעם: די בוילינג קעסל אַדאַפּט פּאַרע קאַנדאַנסיישאַן אָפּזוך סיסטעם, עס העלפּס צו פֿאַרבעסערן די וואַסער אָפּזוך און ראַטעווען די וואַסער און עלעקטריק קאַנסאַמשאַן אין גאַנץ ברעווערי.די אָפּזוך הייס וואַסער טעמפּעראַטור אַרום 85 ℃, און הייס וואַסער אָפּזוך קאַפּאַציטעט ביי 150 ל פֿאַר יעדער פּעקל;אַז ס מיטל אַז עס וועט ראַטעווען די עלעקטריש 18kw פּער פּעקל פון די וואַסער טעמפּעראַטור פון 25-85 ℃.
וואָרט קולער: די וואָרט היץ יקסטשיינדזשער געגנט רעכענען דורך די ברוינג פּראָצעס און ענדיקן די קאָאָלינג פּראָצעס אין 30-40 מינוט, און הייס וואַסער טעמפּעראַטור ביי 85 ℃ נאָך האַקס וועקסל, היץ וועקסל עפעקטיווקייַט פון מער ווי 95%.דערפֿאַר, מיר וועלן ענשור די מאַקסימום ענערגיע אָפּזוך און נידעריקער פּראָדוקציע קאָס.
2.3 גרינג ברוינג און רידוסינג מיינטיינינג אין ברוינג פּראָצעס
א טאָפּל זייַער קאַנפיגיערד, אין פאַל דער קליענט ברוינג אויך כאַפּי ביר.אַזוי מיר ברענגען גוט גאַראַנטירן אויף טעלער היץ יקסטשיינדזשער, וואָס איז די כאַרדאַסט טייל פֿאַר רייניקונג.
די צווייענדיק פּאָמפּע איז נייטיק פֿאַר גלייקאָל אַפּאַראַט, פֿאַר גוט גאַראַנטירן ווען עס איז קיין מיינטיינינג בעטן, יעדער פּאָמפּע קענען זיין באַשטימען לייכט פֿאַר בעכעסקעם די פּראָדוקציע אָנגאָינג.
צווייענדיק טשילער קאַנפיגיערד, מיט די זעלבע ציל ווי גלייקאָל פּאָמפּע.
גלייקאָל פּאָמפּע געניצט קעסיידערדיק דרוק פּאָמפּע און האַלטן די זעלבע דרוק אין גאַנץ גלייקאָל פּייפּליינז, באַשיצן די סאָלעניאָד וואַלוו און יקספּאַנדינג די נוצן פון לעבן.
אַלע די דעטאַילס זענען פֿאַר די מער סטאַביל אַרבעט אין גאַנץ ברעווערי רונינג, און ברענגען איר אַ גוט דערפאַרונג אין די ברוינג פּראָצעס.
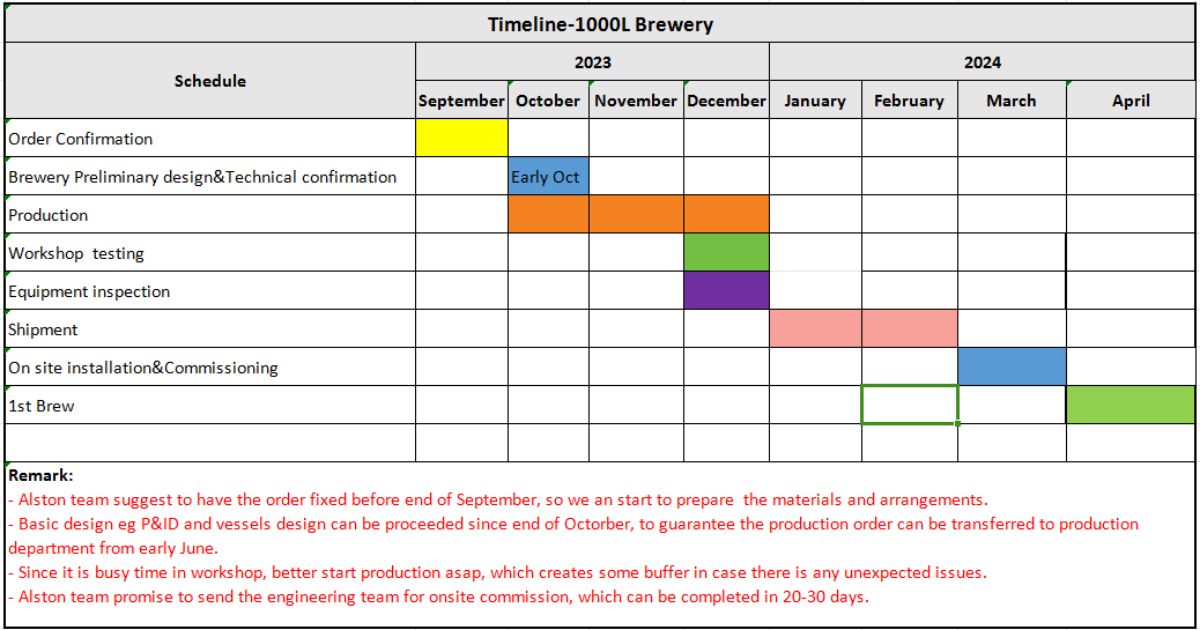
טייל 3: וואָס איז די צוגרייטונג צייט פארלאנגט?
איצט אין סדר צו ויסמעקן די סדר פּראָצעס, מיר געמאכט אַ טיימליין פון ברעווערי סיסטעם, ביטע זען אַז.
האָפענונג מיר קענען העלפֿן איר צו בויען אַ שליימעסדיק ברעווערי אין דיין פּלאַנירונג.
אין די סוף, מיר קוקן פאָרויס צו אַרבעטן מיט איר באַלד.דורך דעם קוואַפּעריישאַן, איר וועט פילן אונדזער דינסט און ווערט.ניט בלויז מיר זאָל בויען אַ שליימעסדיק ברעווערי פֿאַר איר, מיר זענען אויך מער פאָקוס אויף צו פאַרלייגן אַ לאַנג-טערמין קאָאָפּעראַטיווע שייכות צו דערגרייכן אַ געווינען-געווינען סיטואַציע צווישן אונדזער צוויי זייטן.
דאַנקען פֿאַר דיין צייט.
אַפּלאָדירן!
פּאָסטן צייט: 18-2023 סעפטעמבער